
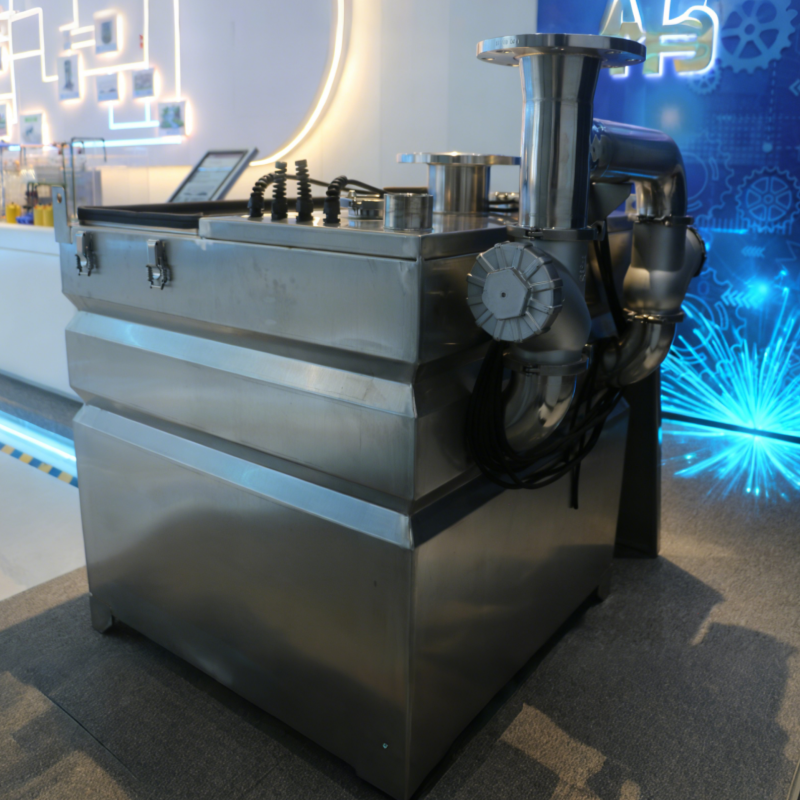

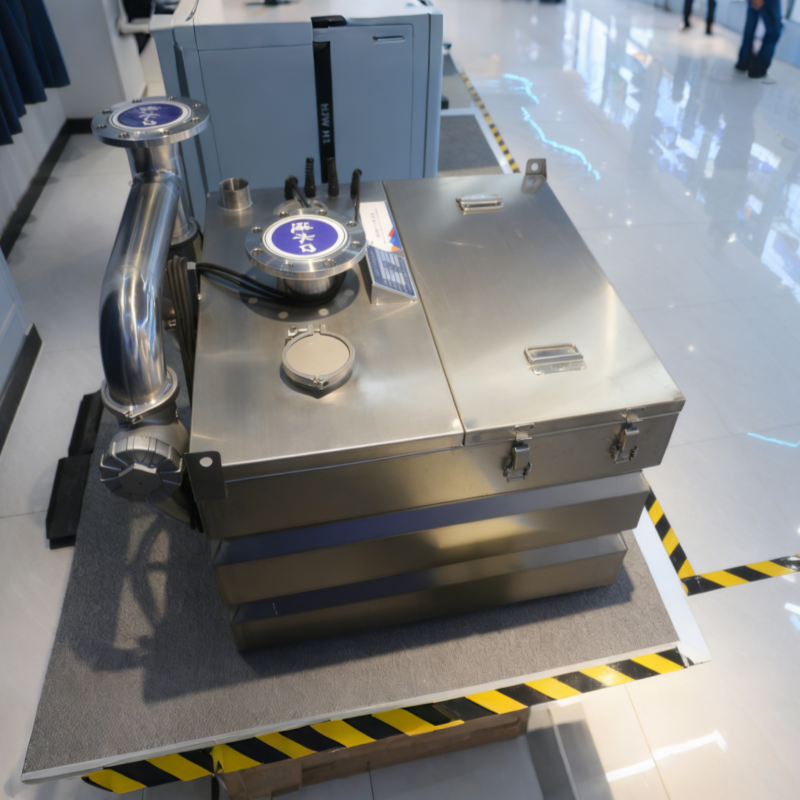
Introduction to Air Flotation Machine Equipment
Suspended Spherical Sealing Design: The inlet of the solid-liquid separator features a suspended spherical sealing mechanism that remains unaffected by debris entanglement, winding, or adhesion. Each pump startup automatically cleans the sealing ball, allowing direct water entry into the separator. This innovation solves the prevalent issue of inlet overflow caused by separator blockages in traditional systems.
Working Principle
Dual-Stage Separation Technology: The solid-liquid separator’s proprietary design enables two-stage separation of solids and liquids. Waste debris is collected in a dedicated solids chamber, while clarified wastewater passes through a secondary separation unit into the storage tank—eliminating the need for manual cleaning.
Self-Cleaning Suspended Seal: The inlet seal’s suspended structure ensures reliable, long-lasting performance even in high-debris environments. The vacuum-softened sealing ball automatically flips when debris accumulates on its surface, preventing clogs and ensuring consistent sealing integrity. This design eliminates backflow issues caused by faulty check valves during pump operation.
Fully Enclosed Odor Control & Energy Efficiency: The sewage tank’s hermetic seal prevents odor leakage, while advanced hydraulic design reduces energy consumption by over 40% compared to conventional systems.

Specifications and Parameters
The collection tank features multiple connection options, including vertical and horizontal inlets for pumps, sewage inflow pipes, ventilation ducts, and parallel tank connections. This innovative system offers a compact, all-in-one design that simplifies installation and operation while ensuring hermetic sealing to prevent leaks and contamination.
Application Scope
1. Villa basement
2.underground shopping mall, restaurant and other service places
3. subway station, underground passage
4. Small scale sewage transfer station 5, wastewater reuse



 Water Purifier")


")
")
")


